










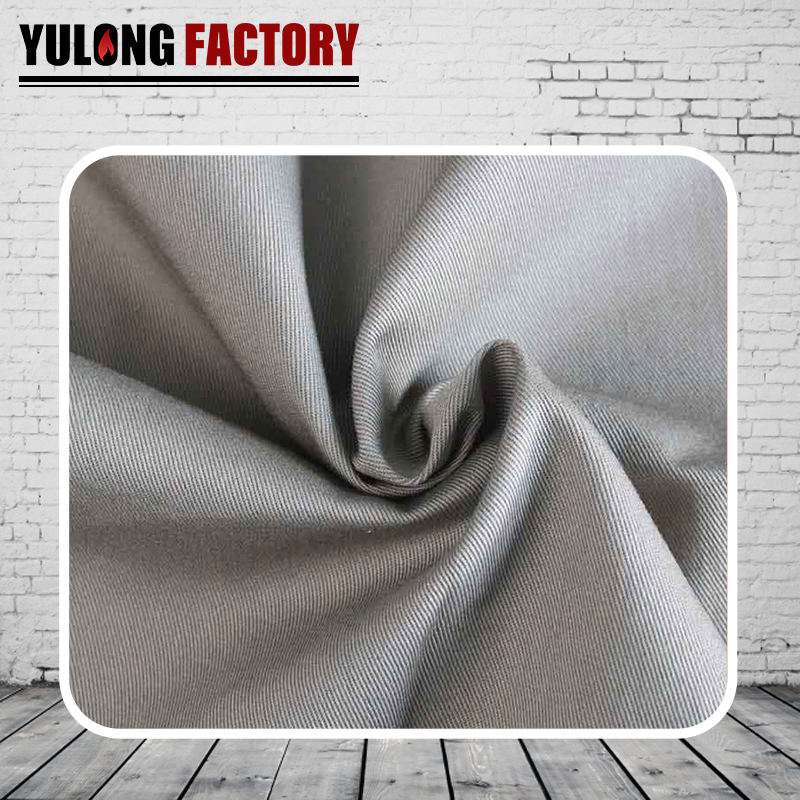










































面料工廠Fabric Factory01
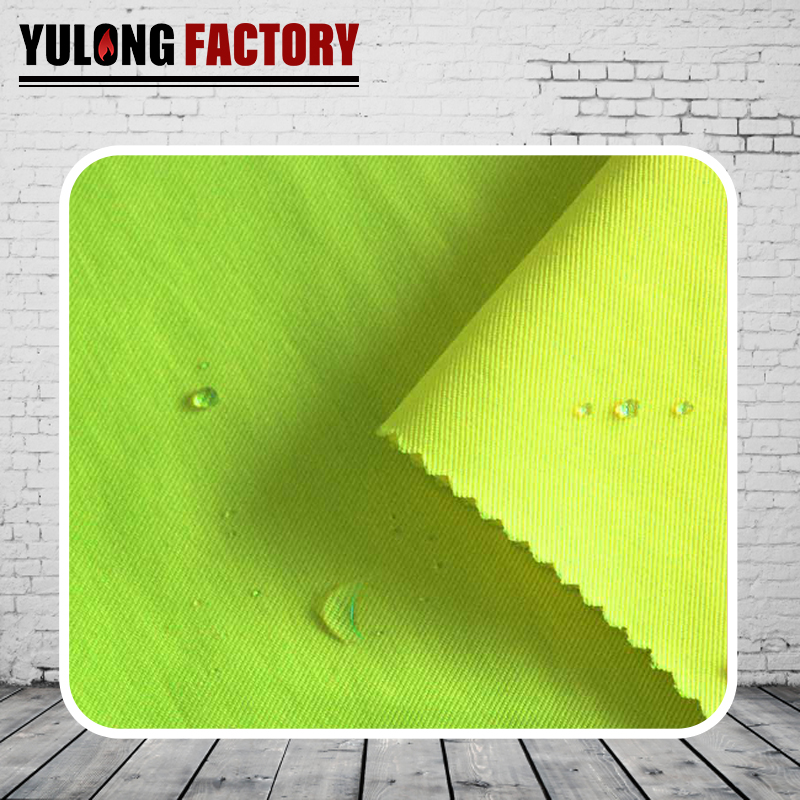
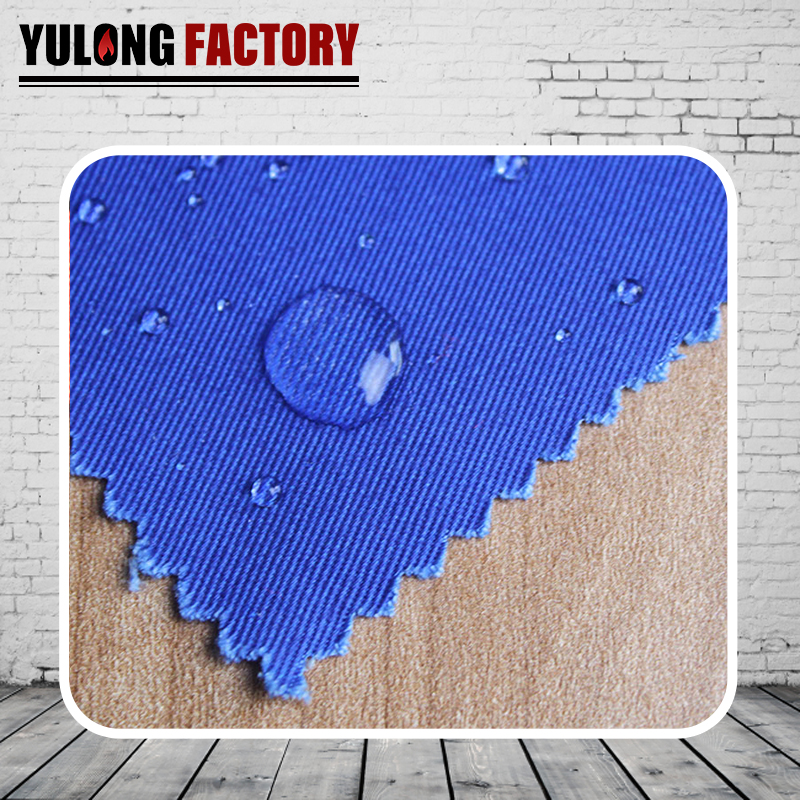
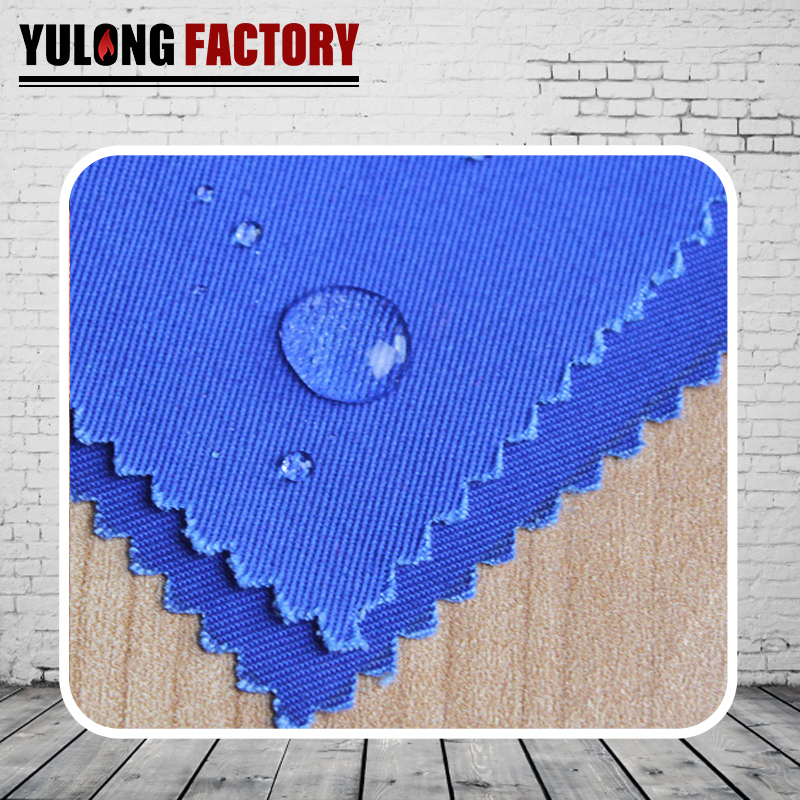
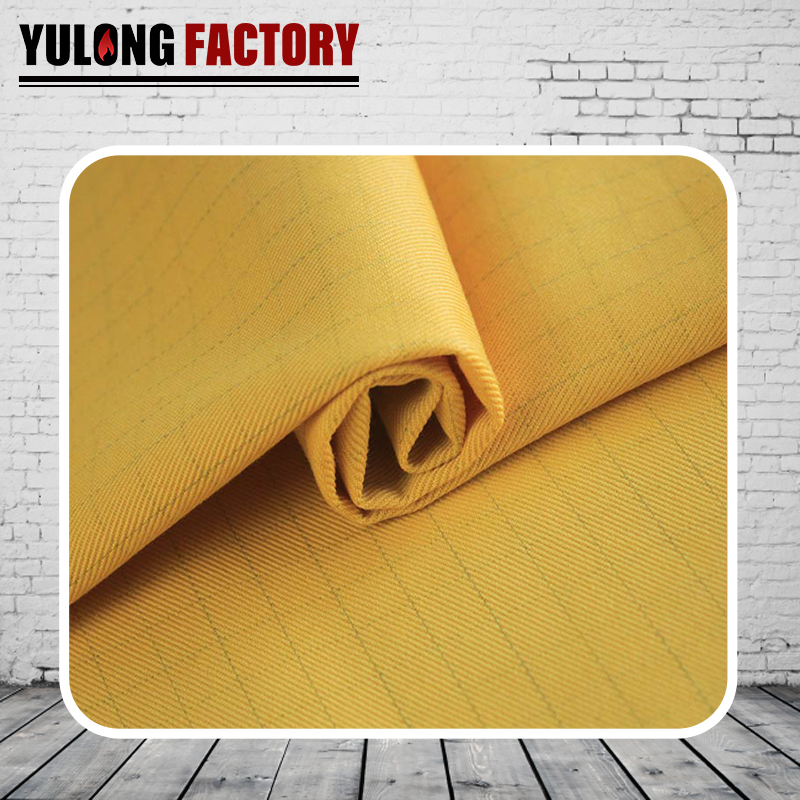
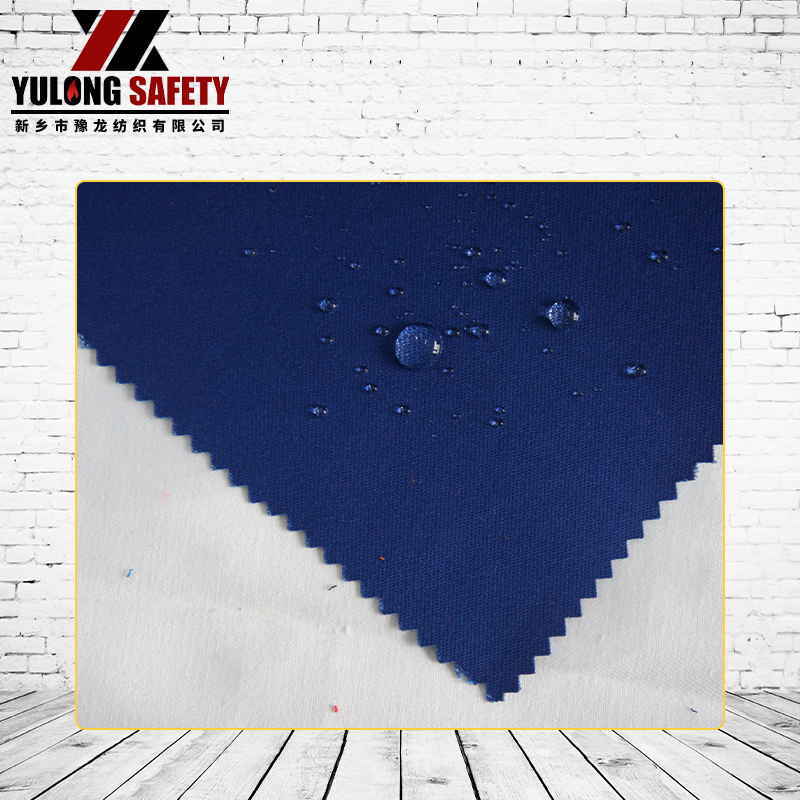
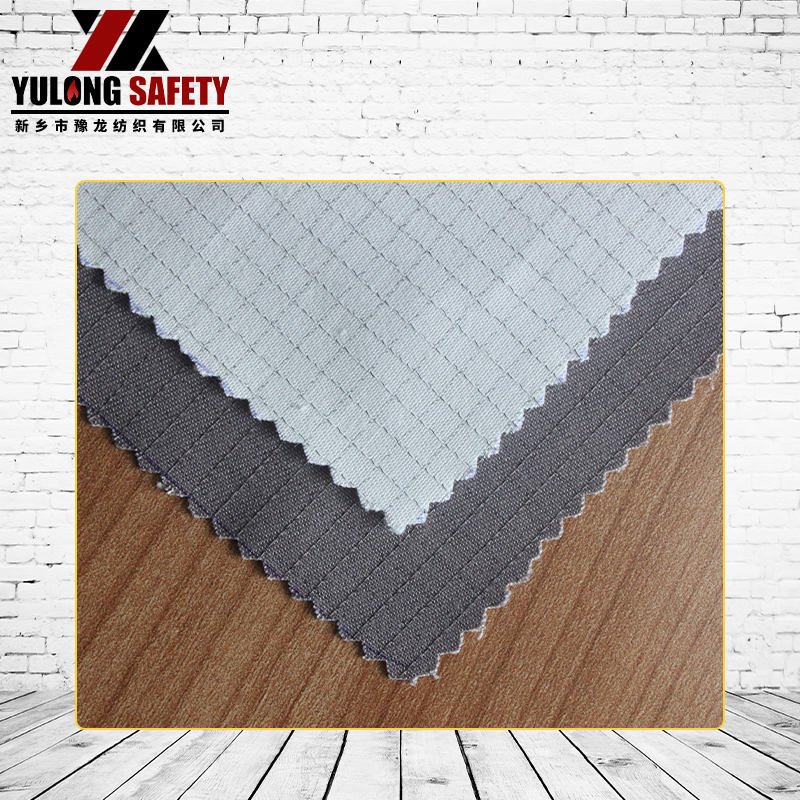
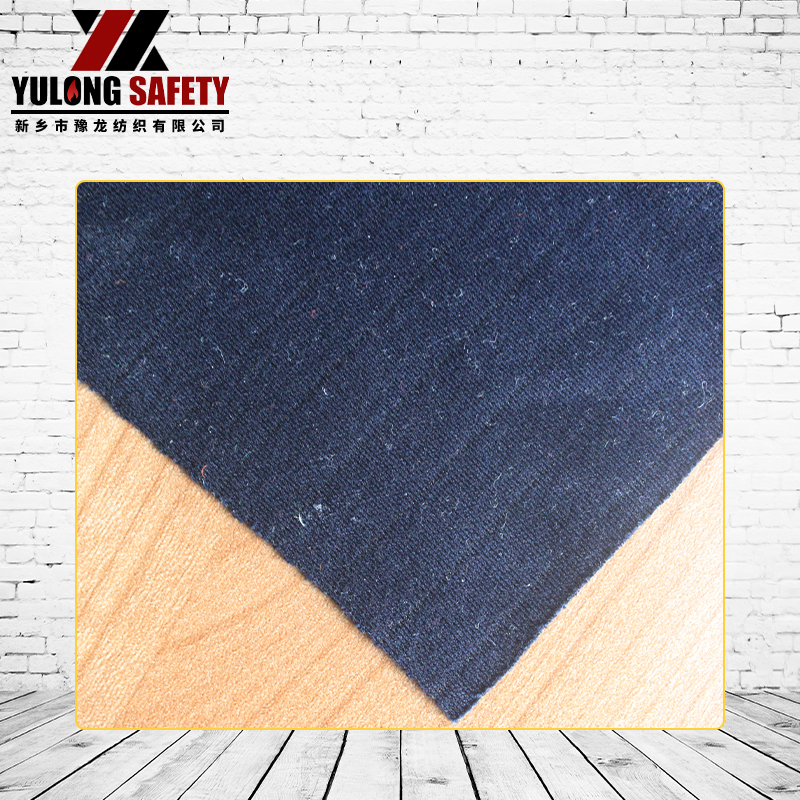
我們的主要面料產品有阻燃面料、防電弧面料、熒光面料、防靜電面料等多種功能性面料。經多個權威機構檢測,我們的產品可以通過歐標,美標,俄標,國際等多個國家或國際的多項檢測標準。
 咨詢熱線 : 0373-3037877
咨詢熱線 : 0373-3037877








 防護面料 FABRIC
防護面料 FABRIC  安全服裝 WORKWEAR
安全服裝 WORKWEAR  走進豫龍ABOUT
走進豫龍ABOUT以卓越品質立企業之本,用優質服務得上帝之心。
我們的主要面料產品有阻燃面料、防電弧面料、熒光面料、防靜電面料等多種功能性面料。經多個權威機構檢測,我們的產品可以通過歐標,美標,俄標,國際等多個國家或國際的多項檢測標準。

公司面料廠占地近15萬平方米,員工500余人,擁有專業的研發技術團隊和質檢團隊,多條設備先進的功能面料生產線,完善的研發試驗室和質量檢測中心。

我們的服裝工廠嚴格執行6S管理方法,經過權威機構認證達ISO,SEI等多個認證。再服裝品質管理控制方面,配備有一支20人的專業的質檢團隊。針對生產的各個環節,安排有流動監測人員;在交貨前,會嚴格按照國際驗貨標準AQL 2.5進行成品抽檢。

公司服裝工廠占地近2萬平方米,員工200余人,擁有自動裁剪機、自動鋪布機、鏈式三針花樣機、自動釘扣機、五針機、倒縫機等先進的生產設備。我們采用國際流行的JIT自動流水線,保證高效的流水化作業。
 新聞資訊News
新聞資訊News